山东科盛智能科技有限公司
 第3年
第3年

 第3年
第3年 
第3年





道闸门禁的主要结构
1、箱体:酸洗、磷化、静电喷涂聚脂粉末后进入295℃高温的烘房,再经两小时以上热融等表面处理流程,以获得的耐风雨,耐擦洗,抗紫外线,不褪色的性能。
2、一体化机芯:机芯将蜗轮减速箱,变矩机构,主轴支承,主托架等件集成于
道闸的主要结构:
1、箱体:酸洗、磷化、静电喷涂聚脂粉末后进入295℃高温的烘房,再经两小时以上热融等表面处理流程,以获得的耐风雨,耐擦洗,抗紫外线,不褪色的性能。
2、一体化机芯:机芯将蜗轮减速箱,变矩机构,主轴支承,主托架等件集成于一体。采用45#钢整体精密铸造成形后经大型数控加工中心一次性加工成形,大大减少了内部零件数量,大幅度提升了设备的整体可靠性与批量品质的一致性。该项工艺在同类产品中,了高质、优价道闸机量产之先河。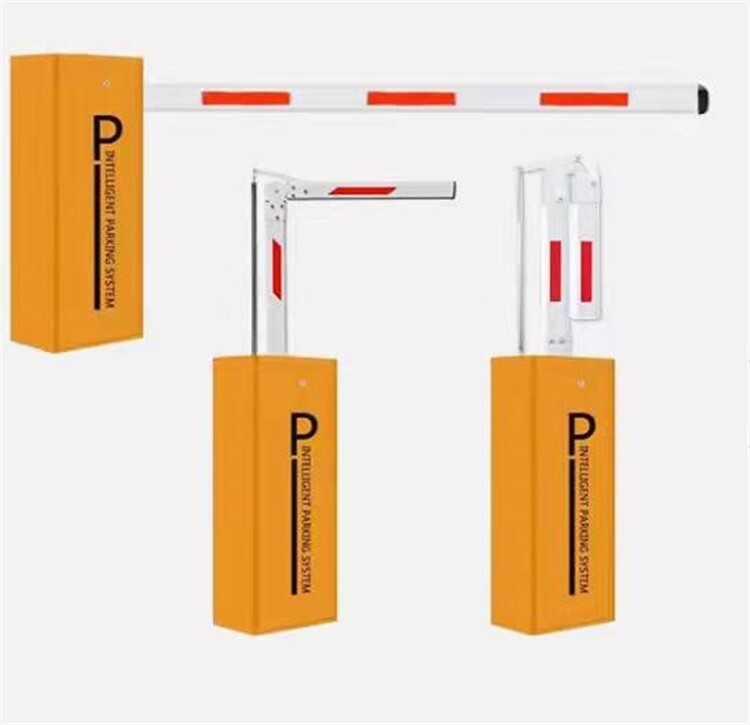
道闸门禁系统修理的过程
维护保养车辆通行较少的时段,在确认没有车辆驶过后停止道闸工作。停止道闸工作,先将闸杆升起,切断道闸供电电源,如电源切断不方便,可断开电路控制部分,使道闸在检修过程中,道闸机械部分不受外部地感线圈、红外感应和手动按钮的控制,然后摘掉同步带。
道闸门禁系统的主要结构
道闸的主要结构:道闸:箱体:酸洗、磷化、静电喷涂聚脂粉末后进入295℃高温的烘房,再经两小时以上热融等表面处理流程,以获得的耐风雨,耐擦洗,抗紫外线,不褪色的性能。